不锈钢水箱内设置的不锈钢拉筋,应采用氧弧焊焊接,搭接长度不应小于100,搭接处应采用通焊。水箱底板应采用双面焊接;侧壁板可采用单面内焊,但水中氯化物含量较高时,应采用内外双面焊;顶板可采用单面外焊。
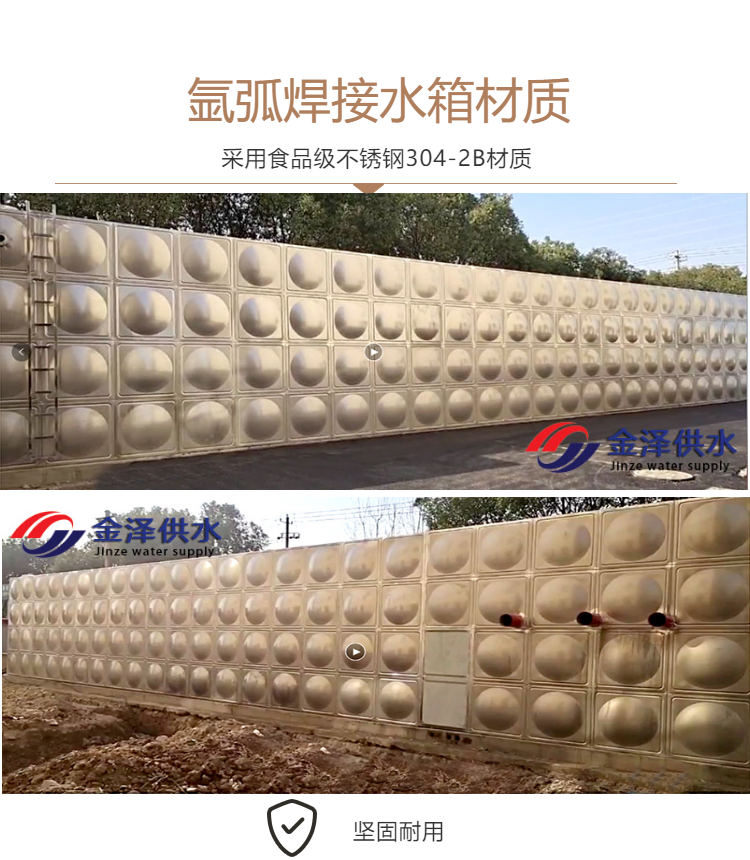
不锈钢水箱氩弧焊,是使用氩气作为保护气体的一种焊接技术。又称氩气体保护焊。就是在电弧焊的周围通上氩气保护气体,将空气隔离在焊区之外,防止焊区的氧化。氩弧焊技术是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成熔池,使被焊金属和焊材达到冶金结合的一种焊接技术,由于在高温熔融焊接中不断送上氩气,使焊材不能和空气中的氧气接触,从而防止了焊材的氧化,因此可以焊接不锈钢、铁类五金金属。
不锈钢消防水箱氩弧焊时焊缝背面应提早送气,流量恰当,空气排出后,流量逐渐减小。焊接过程中应不间断地向管内充氩。停焊时滞后停气,使焊缝得到的维护。别的应注意的是,空气排净后才干进行焊接,不然影响充氩的维护。
不锈钢水箱 氩气流量应恰当。流量过小,维护欠好,不锈钢消防水箱焊缝背面简单氧化;流量过大,焊接时发生涡流带入空气,维护也会变坏,一起会引起焊缝根部内凹等缺陷,影响焊接质量。
不锈钢水箱 氩气人口应置于关闭段尽可能低的方位,空气排出孔应置于关闭段方位。因为氩气比空气重,从较低方位充人氩气简单获得高的浓度,充氩维护。
不锈钢水箱 为了减少管内氩气从对口间隙处流失,影响维护,增加成本,焊接前可沿焊口间隙贴上胶带,留出焊工接连焊接的长度,边焊边揭去胶带。
不锈钢水箱氩弧焊适用于焊接易氧化的有色金属和合金钢(主要用Al、Mg、Ti及其合金和不锈钢的焊接);适用于单面焊双面成形,如打底焊和管子焊接;钨极氩弧焊还适用于薄板焊接。图1-1 氩弧焊结构示意图图1-1即为氩弧焊结构示意图1―填充细棒 2―喷嘴 3―导电嘴 4―焊枪5―钨极 6―焊柄7―氩气流 8―焊接电弧 9―金属熔池 10―焊丝盘 11―送丝机构 12―焊丝。
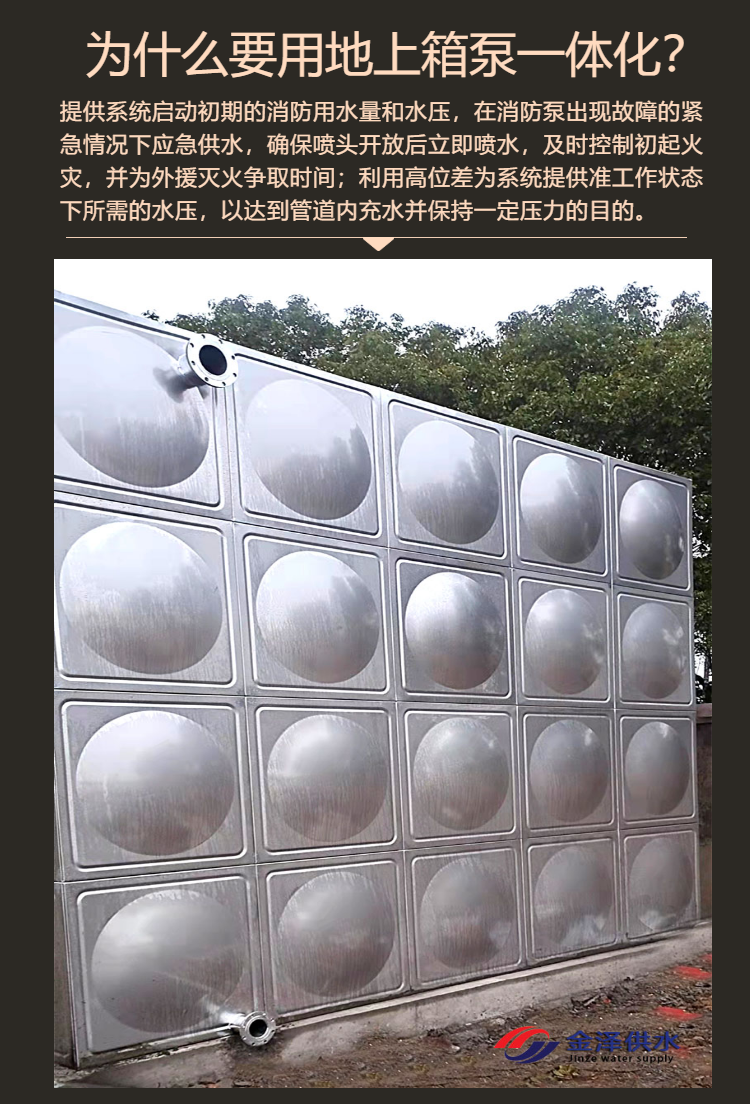
不锈钢水箱是继玻璃钢水箱之后新一代水箱产品,其产品采用sus304不锈钢板精工模压而成,造型美观,经济实用,主体以久不坏。
不锈钢水箱 焊接的工艺和标准